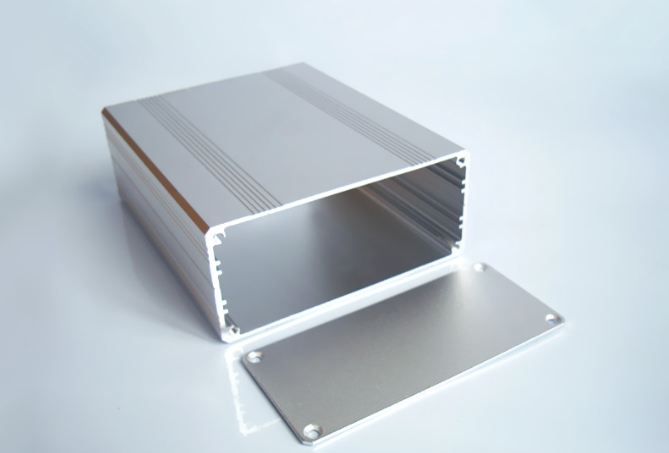
殼類加工工藝
<small id='P88II'></small><noframes id='y0ywz'>
|
|
|
|
|
| <legend id='h6Tnh'><style id='ZL1Go'><dir id='snJtb'><q id='oSQ9A'></q></dir></style></legend> |
<i id='9hyVf'><tr id='gZ48o'><dt id='uwawM'><q id='eztWU'><span id='4ClF5'><b id='ijJc7'><form id='GI6RM'><ins id='QTIpE'></ins><ul id='nvzdL'></ul><sub id='DaQlI'></sub></form><legend id='07IPf'></legend><bdo id='G6317'><pre id='8q2bS'><center id='WBsT6'></center></pre></bdo></b><th id='v1esG'></th></span></q></dt></tr></i><div id='i3qiH'><tfoot id='CW0zY'></tfoot><dl id='E3wdi'><fieldset id='WkRMj'></fieldset></dl></div>
|
|
|
|
| | | |
<bdo id='WnsVZ'></bdo><ul id='esdmM'></ul>
|
|
| | 2022-04-02罩殼類零件兼具左右三個顯著特點:一個是生產的制造制作內容多,需過于頻繁換個機床主軸、數控制作生產制造中心刀具;第二是生產的制造制作控制gps精度請求高,選用數控制作生產制造中心制作生產制造中心生產的制造制作線質量很難確定,且由新方法圖長,使用頻繁多,生產的吸收率很難提升;三是造型繁多,且大一部分為薄壁管罩殼,零件彎曲剛度差,較難裝夾。以汽車離合器罩殼為例子,一半兼具滾動滾動滾動軸承孔、倒檔軸孔及二個大漆層、所在位置銷孔和合箱螺孔等,生產的制造制作尺寸上千個,控制gps精度更高的一半都有IT6-IT9級,漆層干硬度為Ra0。8~3.2um漆層度、平級度為 0.05~0.1mm,徑直度0.01~0.02mm同軸度、所在位置度 0.05mm等。一半新方法圖是銑通過面→生產的制造制作新方法孔和拼接孔→粗鏜滾動滾動滾動軸承孔→精鏜滾動滾動滾動軸承孔和所在位置銷孔→清晰→漏泄實驗設計測量。
查看詳情






 掃掃而光,知道最近內容
掃掃而光,知道最近內容